























































Untuk jenama yang kegagalan jahitan bukanlah hasil yang boleh diterima, perbezaan antara kedua-dua situasi tersebut patut difahami secara terperinci.
Piawaian 27.12 MHz: Mengapa Kimpalan RF Dipanaskan Secara Berbeza
Perbezaan teras antara kimpalan RF dan ikatan terma konvensional bukan sekadar kecekapan—ia adalah arah pergerakan haba melalui bahan.
Kaedah konvensional (bar panas, plat dipanaskan, pistol haba) menggunakan tenaga pada permukaan bahan dan bergantung pada pengaliran untuk membawa bahagian dalam kepada suhu ikatan. Untuk filem nipis ini berfungsi dengan secukupnya. Untuk fabrik laminat TPU tebal dan padat yang digunakan dalam gear kalis air premium, ia mewujudkan masalah praktikal: membawa antara muka dalaman kepada suhu gabungan memerlukan masa tinggal permukaan yang mencukupi untuk berisiko terik atau mencacatkan lapisan luar terlebih dahulu. Tingkap antara "tidak cukup" dan "terlalu banyak" mengecil apabila ketebalan bahan meningkat.
Kimpalan RF memintas ini dengan menjana haba dari dalam bahan dan bukannya menghantarnya ke dalam. Peralatan kimpalan RF profesional beroperasi pada 27.12 MHz—jalur frekuensi radio ISM (perindustrian, saintifik dan perubatan) yang ditetapkan yang diperuntukkan untuk peralatan industri kelas ini. Pada frekuensi ini, medan elektromagnet berselang-seli menyebabkan molekul kutub dalam TPU mencuba penjajaran semula dengan setiap ayunan: kira-kira 27 juta kali sesaat. Geseran molekul yang dihasilkan ini menjana haba secara seragam di seluruh zon kimpalan, pada antara muka di mana pelakuran perlu berlaku, tanpa bergantung pada pengaliran haba permukaan ke dalam.
Di bawah tekanan pneumatik yang digunakan secara serentak, bahan pada antara muka cantuman mencapai suhu gabungan dan lapisan bergabung pada tahap molekul. Sebaik sahaja medan dikeluarkan dan bahan menyejuk di bawah tekanan yang berterusan, sempadan asal antara kedua-dua panel tidak lagi wujud secara struktur-zon kimpalan telah menjadi satu bahagian bahan berterusan. Dalam ujian tarikan yang merosakkan, zon ini biasanya melepasi titik kegagalan fabrik asas sekeliling. Hasil itu adalah penanda aras praktikal untuk kimpalan RF yang dilaksanakan dengan betul.
Kimpalan TPU Kecekalan Tinggi 840D: Margin Lebih Sempit untuk Ralat
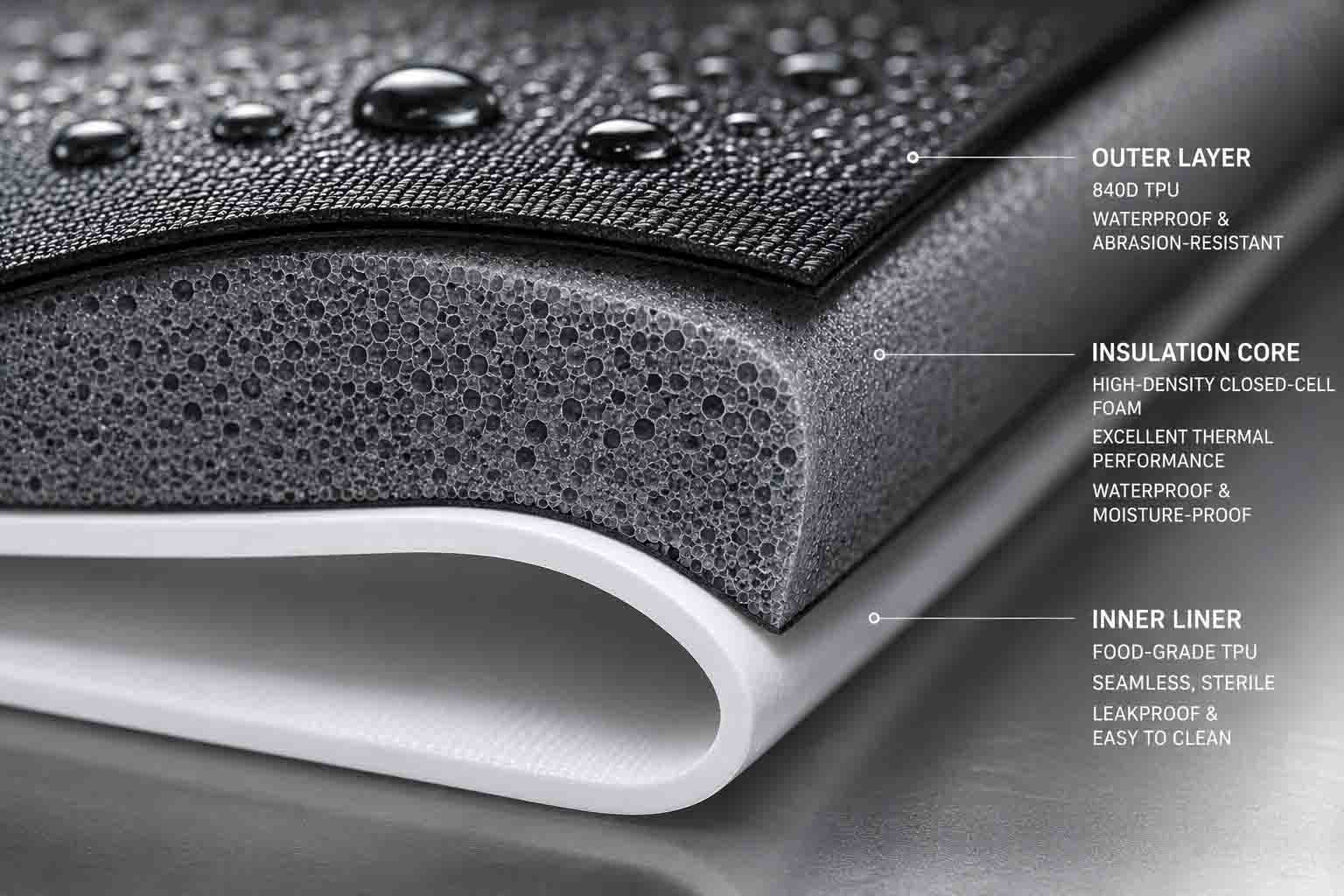
Kimpalan RF berfungsi merentasi pelbagai termoplastik yang serasi—PVC, PET, EVA, pelbagai fabrik bersalut PU. Untuk aplikasi luar tugas berat yang memerlukan rintangan lelasan yang mampan dan integriti struktur di bawah beban, TPU berkeupayaan tinggi 840-denier ialah bahan penanda aras. Ia juga yang paling banyak menuntut pada penentukuran proses.
Penafian yang lebih tinggi bermakna lebih banyak jisim bahan di zon kimpalan, yang memerlukan lebih banyak tenaga elektromagnet untuk dibawa ke suhu gabungan. Kesukarannya ialah ini bukan semata-mata bermakna meningkatkan kuasa. Tingkap pengendalian—julat antara tenaga yang tidak mencukupi (penyatuan tidak lengkap, kimpalan mudah bocor) dan tenaga yang berlebihan (bahan yang terik, halangan kalis air terjejas)—mengecil apabila berat fabrik meningkat. Tetapan kuasa yang berfungsi dengan bersih pada TPU 420D boleh menghasilkan bintik sejuk pada 840D pada masa kitaran yang sama, manakala tetapan yang ditentukur untuk 840D mungkin membakar bahan yang lebih nipis dalam produk yang sama.
Menguruskan ini memerlukan penentukuran khusus bahan. Apabila TPU 840D memasuki barisan pengeluaran—sama ada pengenalan produk baharu atau kumpulan baharu bahan daripada pembekal yang sama—output kuasa RF, tekanan tekan dan pemasaan kitaran perlu disahkan terhadap bahan khusus tersebut: penafinya, berat salutan TPU dan perumusan. Parameter ini tergolong dalam SOP yang didokumenkan, disahkan pada permulaan setiap pengeluaran pengeluaran. Kemudahan yang menggunakan tetapan seragam merentas semua berat fabrik tidak melakukan kerja ini, tanpa mengira bagaimana keupayaan itu diterangkan.
Tiga Pembolehubah Proses Yang Menentukan Ketekalan Pengeluaran
Ujian tekanan lulus prototaip membuktikan bahawa kimpalan yang betul boleh dicapai. Pengeluaran yang konsisten memerlukan kawalan pembolehubah yang menentukan sama ada ia boleh diulang merentas volum.
Ketepatan Alat Mati
Die kimpalan—elektrod berbentuk yang menghubungi bahan dan mentakrifkan geometri kimpalan—dimesin daripada loyang atau aluminium kepada dimensi yang diperlukan oleh corak jahitan tertentu. Ketepatan dimensi dalam alatan ini bukanlah kebimbangan kedua. Permukaan cetakan yang tidak rata menghasilkan pengagihan tekanan yang tidak sekata merentasi zon kimpalan, yang menghasilkan pemanasan dalaman yang tidak sekata: titik sejuk yang bahan tidak mencapai suhu gabungan penuh dan titik panas di mana ia terlalu panas. Tompok sejuk menjadi titik permulaan kebocoran. Titik panas menjadi kawasan penipisan bahan yang menjejaskan integriti jahitan jangka panjang.
Pakai die mempunyai kesan yang sama ke atas jumlah pengeluaran. Permukaan sentuhan yang berada dalam toleransi pada permulaan kempen pengeluaran hanyut daripada toleransi secara beransur-ansur. Operasi kimpalan RF yang bertanggungjawab mengesan keadaan cetakan dan menggantikan atau menentukur semula alatan sebelum haus menjejaskan kualiti kimpalan—bukan selepas ujian QC mula menunjukkan kadar kegagalan yang tinggi.
Aplikasi Tekanan: Dua Fasa, Dua Fungsi Berbeza
Tekanan pneumatik dalam kimpalan RF berfungsi dengan fungsi yang berbeza semasa fasa kimpalan aktif dan fasa penyejukan yang berikutnya, dan kedua-duanya jirim.
Semasa fasa RF aktif, tekanan memastikan sentuhan intim antara lapisan bahan pada antara muka kimpalan, membolehkan percampuran molekul apabila TPU mencapai suhu gabungan. Semasa fasa penyejukan selepas tenaga RF dialihkan, tekanan menahan zon bercantum dalam kedudukan sementara rantai polimer menjadi pejal. Melepaskan tekanan sebelum zon kimpalan telah disejukkan dengan secukupnya membolehkan bahan yang masih lembut berubah bentuk—menghasilkan ikatan yang lebih lemah dan ketidakkonsistenan dimensi pada tepi zon kimpalan yang menjadi titik kepekatan tegasan yang digunakan.
Pelepasan tekanan pramatang adalah antara pintasan proses yang paling biasa dalam kimpalan RF volum tinggi, di mana tekanan masa kitaran mencipta insentif operasi untuk bergerak ke bahagian seterusnya dengan cepat. Kimpalan yang terhasil selalunya melepasi pemeriksaan visual dan ujian tekanan rendah awal, kemudian menunjukkan kadar kegagalan yang tinggi di bawah beban yang berterusan dan kitaran lentur yang berulang di lapangan.
Masa Kitaran
Kitaran kimpalan RF yang lengkap berjalan dalam tiga fasa: pra-tekan (tekanan dikenakan sebelum pengaktifan RF, membenarkan bahan diletakkan dengan betul dalam acuan), kimpalan aktif (tenaga RF hidup, pemanasan molekul dan pelakuran berlaku), dan penyejukan di bawah tekanan (RF dimatikan, pemejalan zon kimpalan). Setiap fasa mempunyai tempoh optimum khusus untuk ketebalan bahan, berat salutan, dan geometri cetakan yang digunakan.
Masa ini tidak berpindah antara bahan. Kitaran yang dibangunkan untuk spesifikasi TPU tertentu akan mengimpal fabrik yang lebih berat dan berisiko mengimpal bahan ringan yang digunakan di tempat lain dalam produk yang sama. Apabila spesifikasi bahan berubah antara larian pengeluaran—penafi berbeza, berat salutan berbeza, kelompok pembekal berbeza—parameter kitaran memerlukan pengesahan semula, bukan andaian kesinambungan.
Pengujian Tekanan Hidrostatik 1.0 Bar: Apa yang Sebenarnya Disahkan
Pemeriksaan jahitan visual mengenal pasti kecacatan paras permukaan: tanda terbakar yang boleh dilihat, jurang yang jelas dalam liputan kimpalan, herotan dimensi kasar. Ia tidak mengenal pasti zon dalaman yang tidak bercantum, lompang mikro pada antara muka kimpalan, atau bintik sejuk yang tertahan di bawah keadaan ambien tetapi terbuka di bawah beban. Untuk produk kalis air dengan sebarang tuntutan penarafan tekanan, pemeriksaan visual ialah lantai, bukan siling.
Ujian tekanan hidrostatik 1.0 Bar ialah piawaian pengesahan untuk produk luar dikimpal RF yang serius. Satu Bar sepadan dengan tekanan hidrostatik lajur air 10 meter—secara ketara di luar keadaan rendaman yang kebanyakan produk luar akan hadapi dalam penggunaan lapangan, itulah yang menjadikannya ujian kelayakan pengeluaran yang bermakna.

Prosedur: produk yang telah siap dinaikkan kepada tekanan dalaman 1.0 Bar dan sama ada direndam dalam air atau ditahan di bawah tekanan untuk tempoh tertentu. Keadaan lulus adalah sifar pancaran gelembung mikro dari mana-mana jahitan, zon kimpalan atau titik penutupan. Buih tunggal menunjukkan laluan kebocoran yang akan memasukkan air di bawah penggunaan lapangan tanpa mengira skala. Tiada lulus separa yang boleh diterima pada tahap ujian ini.
Perkara yang disahkan oleh ujian melangkaui sama ada unit tertentu menahan tekanan pada masa ujian. Produk yang melepasi 1.0 Bar telah mengesahkan gabungan molekul penuh merentasi setiap zon kimpalan, sentuhan mati yang betul merentasi geometri jahitan lengkap dan penyejukan yang mencukupi sebelum pelepasan tekanan. Kadar lulus yang konsisten merentas pengeluaran adalah bukti kawalan proses—bukan variasi unit individu yang berlaku kepada arah aliran positif.
Kekerapan ujian adalah sama pentingnya dengan keterukan ujian. Ujian per unit pada produk jahitan kritikal menyediakan liputan pengeluaran yang lengkap dan menangkap kegagalan individu sebelum ia dihantar. Persampelan kelompok memberikan keyakinan statistik pada kos yang lebih rendah tetapi membenarkan kegagalan individu melalui. Protokol yang sesuai bergantung pada kos hiliran kegagalan medan unit tunggal—untuk produk yang satu kebocoran menjana tuntutan waranti dan potensi pendedahan jenama, ujian per unit ialah kedudukan rasional.
Menilai Keupayaan Kimpalan RF: Soalan Yang Membezakan Kematangan Proses
Pencegahan kebocoran dalam produk kalis air dikimpal RF adalah hasil kejuruteraan, bukan tuntutan pembuatan. Pembolehubah proses diketahui, kaedah kawalan diwujudkan, dan protokol ujian yang mengesahkan hasilnya ditakrifkan dengan baik. Pengilang yang mempunyai keupayaan tulen dalam bidang ini akan menerangkan operasi mereka dalam istilah khusus tersebut.
Soalan yang patut ditanya semasa penilaian pembekal adalah konkrit:
Bagaimanakah tetapan kuasa RF dan masa kitaran didokumenkan mengikut spesifikasi bahan, dan apakah yang mencetuskan pengesahan semula apabila kelompok bahan berubah?
Bagaimanakah keadaan acuan dipantau dan pada ambang apakah alatan diganti?
Adakah ujian hidrostatik dijalankan setiap unit atau secara persampelan kelompok, dan pada tekanan apa?
Bolehkah mereka menyediakan rekod ujian daripada pengeluaran produk setanding baru-baru ini?
Ini bukan soalan yang sukar untuk kemudahan yang sebenarnya mengawal pembolehubah ini. Mereka adalah soalan yang sangat sukar untuk kemudahan yang menjalankan peralatan kimpalan RF tanpa disiplin proses di belakangnya. Jawapannya memberitahu anda situasi yang anda hadapi.